 Für einen individuellen Ausdruck passen Sie bitte die
Für einen individuellen Ausdruck passen Sie bitte dieEinstellungen in der Druckvorschau Ihres Browsers an. Regelwerk, Gefahrgut/Transport / See / MSC
| Für einen individuellen Ausdruck passen Sie bitte die Einstellungen in der Druckvorschau Ihres Browsers an. Regelwerk, Gefahrgut/Transport / See / MSC |
MSC.1/Rundschreiben 1599/Rev.1 - Überarbeitete Vorläufige Richtlinien für die Verwendung von hoch legiertem austenitischen Manganstahl für tiefkalten Betrieb
Vom 4. April 2022
(VkBl. Nr. 8 vom 30.04.2022 S. 251; VkBl. Nr. 15 vom 15.08.2025 S. 411,aufgehoben)
| angenommen am 04.12.2022 Archiv: 2019 |
Zur aktuellen Fassung => |
1 Aufgrund der steigenden weltweiten Nachfrage nach Flüssigerdgas (LNG) als eine umweltfreundliche Energiequelle und des zunehmenden Baus und Betriebs von mit LNG betriebenen Schiffen hat sich der Schiffssicherheitsausschuss auf seiner sechsundneunzigsten Tagung (11. bis 20. Mai 2016) über die Notwendigkeit geeinigt sicherzustellen, dass die Ladetanks und Brennstofftanks von LNG-Tankschiffen und mit LNG betriebenen Schiffen sicher sind, und hat daher den Unterausschuss "Carriage of Cargoes and Containers" beauftragt, sich mit diesem Sachverhalt zu befassen, indem Änderungen für den IGC-Code und den IGF-Code erarbeitet werden, um hoch legierten austenitischen Manganstahl für tiefkalten Betrieb aufzunehmen.
2 Der Schiffssicherheitsausschuss hat auf seiner einhundertsten Tagung (3. bis 7. Dezember 2018), unter Anerkennung der zunehmenden Verwendung von hoch legiertem austenitischen Manganstahl durch die Industrie für tiefkalten Betrieb und der Notwendigkeit einer diesbezüglichen Anleitung, die Vorläufigen Richtlinien für die Verwendung von hoch legiertem austenitischen Manganstahl für tiefkalten Betrieb ( MSC.1/Rundschreiben 1599) angenommen.
3 Der Schiffssicherheitsausschuss hat auf seiner einhundertzweiten Tagung (4. bis 11. November 2020) die in der Anlage aufgeführten Überarbeiteten Vorläufigen Richtlinien angenommen, die vom Unterausschuss "Carriage of Cargoes and Containers" auf seiner sechsten Tagung (9. bis 13. September 2019) ausgearbeitet wurden.
4 Der Ausschuss ist übereingekommen, die Überarbeiteten Vorläufigen Richtlinien unter Berücksichtigung der bei ihrer Anwendung gewonnenen betrieblichen Erfahrungen einer regelmäßigen Überprüfung zu unterziehen.
5 Die Mitgliedsstaaten werden aufgefordert, die Überarbeiteten Vorläufigen Richtlinien allen Beteiligten zur Kenntnis zu bringen.
6 Dieses Rundschreiben ersetzt das MSC.1/Rundschreiben 1599.
Teil I
Allgemeines
1 Zweck
Diese Überarbeiteten Vorläufigen Richtlinien für die Verwendung von hoch legiertem austenitischen Manganstahl für tiefkalten Betrieb stellen dem Konstrukteur und dem Hersteller praktische Informationen über den Entwurf und den Bau von Ladetanks und Brennstofftanks zur Verfügung, bei denen hoch legierter austenitischer Manganstahl für tiefkalten Betrieb verwendet wird, um die Entwurfsanforderungen entsprechend Abschnitt 4.18 des IGC-Codes und Abschnitt 6.4.12 des IGF-Codes zu erfüllen.
2 Anwendung
2.1 Die Überarbeiteten Vorläufigen Richtlinien sind nicht dafür vorgesehen, irgendwelche Anforderungen des IGC-Codes oder IGF-Codes zu ersetzen. Sie sind als ergänzende Richtlinien dafür vorgesehen, wie hoch legierter austenitischer Manganstahl beim Entwurf und bei der Fertigung von Ladetanks und Brennstofftanks entsprechend dem IGC-Code und dem IGF-Code verwendet werden kann.
2.2 Die Verwendung von hoch legiertem austenitischen Manganstahl ist für Ladetanks und Brennstofftanks vorgesehen, in denen Flüssigerdgas (LNG) befördert wird. Der hoch legierte austenitische Manganstahl ist auf die nachfolgend definierten Spezifikationen begrenzt.
3 Begriffsbestimmungen
Hoch legierter austenitischer Manganstahl:
Ein Stahl mit einem hohen Anteil Mangan, um Austenit in seiner ersten Phase bei atmosphärischer und Betriebstemperatur beizubehalten.
Undermatching Schweißnähte:
Bei Schweißverbindungen, bei denen das Schweißgut eine geringere Dehngrenze oder Zugfestigkeit aufweist als der Grundwerkstoff.
Teil II
Werkstoffspezifikationen und Prüfanforderungen
4 Werkstoffspezifikation
4.1 Die Werkstoffspezifikation ist bei der Verwaltung für eine Zulassung einzureichen. Die Dokumentationsanforderungen für den Werkstoff sind im Anhang ausführlich beschrieben.
4.2 Der Stahl muss vollberuhigt und feinkörnig sein. Der Lieferzustand für alle Werkstoffe muss warmgewalzt und erforderlichenfalls mit nachfolgendem kontrollierten Abkühlen sein. Das Reduktionsverhältnis einer Bramme zur Dicke des Endproduktes darf nicht weniger als 3:1 betragen. Andere Lieferzustände müssen den von der Verwaltung vorgeschriebenen Lieferzuständen entsprechen.
4.3 Das Dokument ist auf Stahlplatten mit einer Dicke zwischen 6 mm und 40 mm begrenzt. Dicken von mehr als 40 mm sind von der Verwaltung besonders zu berücksichtigen. Andere Abmessungen können der Zustimmung der Verwaltung unterliegen.
5 Chemische Zusammensetzung
Die chemische Zusammensetzung von hoch legiertem austenitischen Manganstahl muss die Anforderungen anerkannter Normen, wie beispielsweise die in Tabelle 1 angegebene ASTM-Norm A1106/A1106 M-17 oder die Norm ISO 21635:2018, erfüllen.
Tabelle 1: Chemische Zusammensetzung von hoch legiertem austenitischen Manganstahl
(Bezugnahme: Norm ASTM A1106/A1106 M-17)
| Chemische Zusammensetzung (Gewichts-%, Elemente) | |||||||||
| C | Si | Mn | P | S | Cr | Cu | B | N | |
| Anforderungen | 0,35-0,55 | 0,10-0,50 | 22,50-25,50 | Max. 0,030 | Max. 0,010 | 3,00-4,00 | 0,30-0,70 | Max. 0,005 | Max. 0,050 |
Anmerkung: Silizium (Si) darf weniger als 0,10 % sein, vorausgesetzt, der Gesamtgehalt an Aluminium beträgt 0,03 % oder mehr, oder vorausgesetzt, das säurelösliche Aluminium beträgt 0,025 % oder mehr.
6 Mechanische Eigenschaften
Die mechanischen Eigenschaften des Grundwerkstoffs von hoch legiertem austenitischen Manganstahl müssen die Anforderungen des IGC-Codes bzw. des IGF-Codes und auch die auf die chemische Zusammensetzung anwendbaren anerkannten Normen, wie beispielsweise ISO 21635:2018 (auf nachfolgende Tabelle 2 wird verwiesen) oder ASTM A1106/A1106 M-17, erfüllen. Die Konformität muss auch in Übereinstimmung mit den im Anhang beschriebenen Anforderungen der Werkstoffprüfung und den Abnahmekriterien dokumentiert werden.
Tabelle 2: Mechanische Eigenschaften für den Grundwerkstoff von hoch legiertem austenitischen Manganstahl
(Bezugnahme: Norm ISO 21635:2018)
| Mindest-Streckgrenze (0,2 % bleibende Verformung) N/mm2 |
Zugfestigkeit N/mm2 |
Mindest-Dehnung % bei 5,65√S0 |
| 400 | 800 bis 970 | 22,0 |
(Die in Tabelle 6.3 des IGC-Codes bzw. Tabelle 7.3 des IGF-Codes festgelegten Anforderungen des Kerbschlagbiegeversuchs sind zu beachten)
Tabelle 3: Typische mechanische Eigenschaften für "im Schweißzustand"
| Zugeigenschaften | ||
| Mindest-Streckgrenze (0,2 % bleibende Verformung) N/mm2 |
Mindest-Zugfestigkeit N/mm2 |
Mindest-Dehnung % bei 5,65√S0 |
| 400 | 660 | 22,0 |
(Die in Tabelle 6.3 des IGC-Codes bzw. Tabelle 7.3 des IGF-Codes festgelegten Anforderungen des Kerbschlagbiegeversuchs sind zu beachten)
7 Schweißung metallischer Werkstoffe und zerstörungsfreie Prüfung
Die Schweißung metallischer Werkstoffe und die zerstörungsfreie Prüfung müssen Kapitel 6 des IGC-Codes oder Kapitel 16 des IGF-Codes entsprechen. Siehe auch die im Anhang aufgeführten "Anforderungen der Werkstoffprüfung und Abnahmekriterien". Typische Mindestwerte der Streckgrenze und der Zugfestigkeit für Schweißzustände sind in Tabelle 3 angegeben.
8 Werkstoffprüfung und Abnahmekriterien
Die Werkstoffprüfung und die angewendeten Abnahmekriterien müssen Kapitel 6 des IGC-Codes oder Kapitel 16 des IGF-Codes entsprechen. Die Konformität muss auch in Übereinstimmung mit den im Anhang beschriebenen Anforderungen der Werkstoffprüfung und den Abnahmekriterien dokumentiert werden.
9 Hersteller-Zulassungsverfahren
Die Zulassung des Herstellers ist in Übereinstimmung mit Absatz 6.2.2 des IGC-Codes oder Absatz 16.1.1 des IGF-Codes und den Anforderungen der Verwaltung vorzunehmen.
Teil III
Anwendung
10 Kriterien für die Auslegung
10.1 Allgemeines
10.1.1 Die maßgeblichen Belastungsbedingungen und Entwurfsanforderungen sind in Übereinstimmung mit Abschnitt 4.18 des IGC-Codes oder Abschnitt 6.4.12 des IGF-Codes festzulegen. Eine Anleitung über besondere Anforderungen für hoch legierten austenitischen Manganstahl ist nachfolgend beschrieben.
10.1.2 Bei der Auswahl maßgeblicher Sicherheitsfaktoren für hoch legierten austenitischen Manganstahl (siehe Abschnitte 4.21 bis 4.23 des IGC-Codes oder Abschnitt 6.4.15 des IGF-Codes) sind die für "austenitische Stähle" bestimmten Sicherheitsfaktoren sowohl für den Grundwerkstoff als auch für den Schweißzustand zu übernehmen.
10.2 Konstruktions-Grenzanforderung
(Bezugnahme: Abschnitt 4.18.1 des IGC-Codes oder Abschnitt 16.3.3 des IGF-Codes)
Hoch legierte austenitische Manganstähle haben normalerweise undermatching Schweißnähte, und deshalb ist es von großer Wichtigkeit, dass die Bemessungswerte der Streckgrenze und der Zugfestigkeit auf den "Mindest-Werkstoffeigenschaften" für den Grundwerkstoff und im Schweißzustand basieren (siehe Abschnitt 6 über Mechanische Eigenschaften). Die in Absatz 4.18.1.3.1.2 des IGC-Codes oder Absatz 16.3.3.5.1 des IGF-Codes festgelegten Begrenzungen für undermatching Schweißnähte sind zu beachten.
10.3 Beulfestigkeit
10.3.1 Die Untersuchungen der Beulfestigkeit sind auf der Grundlage anerkannter Normen durchzuführen. Die in Absatz 4.3.4 des IGC-Codes oder Absatz 6.4.1.6 des IGF-Codes festgelegten funktionalen Belastungen sind zu berücksichtigen. Es ist zu beachten, dass die Bautoleranzen gegebenenfalls zu berücksichtigen sind und in die Festigkeitsbeurteilung entsprechend Absatz 6.6.2.1 des IGC-Codes oder Absatz 16.4.2 des IGF-Codes einzubeziehen sind.
10.3.2 Die Zulässigkeitskriterien für Flutungs-Belastungsfälle unterscheiden sich von anderen Beul-Belastungsfällen. Ferner sind auch die im IGC-Code und IGF-Code festgelegten Zulässigkeitskriterien für Flutungs-Belastungsfälle unterschiedlich, da der IGF-Code für einen Tank vorschreibt, dass er seine Unversehrtheit nach einer Flutung beibehält, um die sichere Evakuierung des Schiffes sicherzustellen (Absatz 6.4.1.6.3.3 des IGF-Codes), während der IGC-Code nur auf die Gefährdung der Unversehrtheit des Schiffskörpers verweist (Absatz 4.3.4.3.3 des IGC-Codes).
10.4 Konstruktions-Ermüdungsanforderung
(Bezugnahme: Abschnitt 4.18.2 des IGC-Codes und Abschnitt 6.4.12.2 des IGF-Codes)
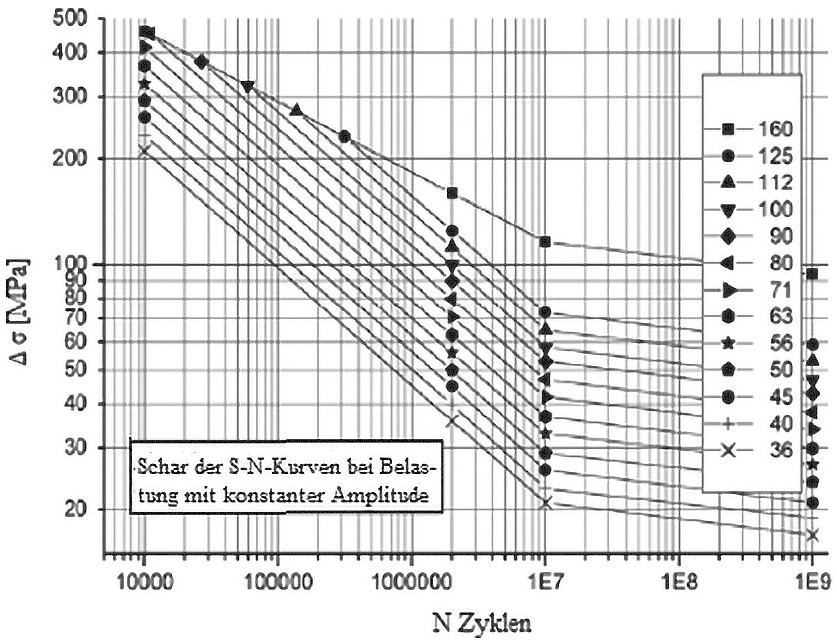
Die Konstruktions-Ermüdungskurven für Grundwerkstoff und Schweißzustände sind als ein Vergleich mit den anerkannten S-N-Kurven, wie durch die D-Kurve in der Bezugsunterlage unter 11.4 ( Tabelle 4) vorgegeben und durch FAT 90 aus der Bezugsunterlage unter 11.5 ( Abbildung 1), nachgewiesen worden. Ermüdungsprüfungen sind nur für Stumpfschweißverbindungen durchgeführt worden. Jedoch muss bei anderen Ausführungen die Anwendung anderer S-N-Kurven den Anforderungen der Verwaltung entsprechen. Absatz 4.18.2.4.2 des IGC-Codes und Absatz 6.4.12.2.4 des IGF-Codes bestimmen, dass die Entwurfs-S-N-Kurven auf einer Überlebenswahrscheinlichkeit von 97,6 % basieren müssen entsprechend dem Mittelwert-Minus-Zwei-Standard-Abweichungs-Kurven (mean-minus-two-standard-deviation curves) der relevanten Versuchsdaten bis zum endgültigen Versagen.
Tabelle 4 (S-N-Kurven in Luft): Für hoch legierten austenitischen Manganstahl ist nachgewiesen worden, dass er gleich oder besser als die D-Kurve (Bezugsunterlage 11.4) im Schweißzustand ohne Spannungskonzentration von irgendwelchen Konstruktionsdetails ist
| S-N-Kurve | N< 107 Zyklen | N > 107 Zyklen logā2 m2 = 5,0 | Ermüdungsgrenze bei 107 Zyklen (MPa)* | Dicken- Exponent k |
Strukturelle Spannungskonzentration, enthalten im Detail (S-N-Klassen) siehe auch Gleichung (2.3.2) |
|
| m1 | logā1 | |||||
| B1 | 4,0 | 15.117 | 17.146 | 106,97 | 0 | |
| B2 | 4,0 | 14.885 | 16.856 | 93,59 | 0 | |
| C | 3,0 | 12.592 | 16.320 | 73,10 | 0,05 | |
| C1 | 3,0 | 12.449 | 16.081 | 65,50 | 0,10 | |
| C2 | 3,0 | 12.301 | 15.835 | 58,48 | 0,15 | |
| D | 3,0 | 12.164 | 15.606 | 52,63 | 0,20 | 1,00 |
| E | 3,0 | 12.010 | 15.350 | 46,78 | 0,20 | 1,13 |
| F | 3,0 | 11.855 | 15.091 | 41,52 | 0,25 | 1,27 |
| F1 | 3,0 | 11.699 | 14.832 | 36,84 | 0,25 | 1,43 |
| F3 | 3,0 | 11.546 | 14.576 | 32,75 | 0,25 | 1,61 |
| G | 3,0 | 11.398 | 14.330 | 29,24 | 0,25 | 1,80 |
| W1 | 3,0 | 11.261 | 14.101 | 26,32 | 0,25 | 2,00 |
| W2 | 3,0 | 11.107 | 13.845 | 23,39 | 0,25 | 2,25 |
| W3 | 3,0 | 10.970 | 13.617 | 21,05 | 0,25 | 2,50 |
| * siehe auch [2.11] | ||||||
Abbildung 1: Die Referenz-S-N-Kurve für hoch legierten austenitischen Manganstahl ist die FAT-90-Kurve. Die FAT-90-Kurve stellt den Schweißzustand ohne Spannungskonzentration von irgendwelchen Konstruktionsdetails dar.
10.5 Bruchmechanische Analysen
10.5.1 Für einen Ladetank oder Brennstofftank, bei dem eine reduzierte zweite Barriere Anwendung findet, ist eine bruchmechanische Analyse in Übereinstimmung mit dem IGC-Code oder dem IGF-Code durchzuführen.
10.5.2 Bruchzähigkeitseigenschaften sind unter Verwendung anerkannter Normen anzugeben. In Abhängigkeit vom Werkstoff sind Bruchzähigkeitseigenschaften erforderlich, die für Laderaten festgelegt werden, die denen im Tanksystem zu erwartenden ähnlich sind. Die Eigenschaften der Ermüdungsrissausbreitungs-Rate sind für den Tankwerkstoff und seine Schweißverbindungen für die relevanten Betriebszustände nachzuweisen. Diese Eigenschaften sind unter Verwendung eines anerkannten Bruchmechanik-Verfahrens darzustellen, bei dem die Ermüdungsrissausbreitungs-Rate auf die Wechselbelastungsintensität ΔK an der Rissspitze bezogen wird. Die Auswirkung der Spannungen, die durch statische Belastungen verursacht werden, ist zu berücksichtigen, wenn die Auswahl der Parameter der Ermüdungsrissausbreitungs-Rate getroffen wird.
10.5.3 Für die Verwendung, bei der eine sehr hohe statische Belastungsnutzung relevant ist, kommen alternative Verfahren, wie beispielsweise Untersuchungen mittels duktiler Bruchmechanik, in Betracht (siehe Anhang).
10.5.4 Ein Beispiel eines Wertes bei tiefkaltem Zustand einer typischen Verschiebung der Rissspitzenöffnung (Crack Tip Opening Displacement - CTOD) kann Abbildung 2 entnommen werden.
10.5.5 Eine bruchmechanische Analyse ist für Typ-B-Tanks vorgeschrieben ( Abschnitt 4.22.4 des IGC-Codes und Abschnitt 6.4.15.2.3.3 des IGF-Codes), bei denen eine reduzierte zweite Barriere Anwendung findet. Sofern als relevant befunden, kann eine bruchmechanische Analyse auch für andere Tanktypen erforderlich sein, um Übereinstimmung mit den Ermüdungs- und Rissausbreitungseigenschaften darzustellen. Es ist zu beachten, dass die CTOD-Werte, die bei der bruchmechanischen Analyse verwendet werden, auf jeden Fall eine wichtige, zu untersuchende Werkstoffkenngröße sein können, um sicherzustellen, dass die Werkstoffe als geeignet für die Verwendung angesehen werden.
Abbildung 2: Beispiel typischer Werte für eine CTOD-Prüfung bei -165 °C
| CTOD-Prüfbericht | ||||||||||
| Berichts-Nr. | ||||||||||
| Norm des Prüfverfahrens | ISO 12135/15653 Probe Nr. | FCAW-2 | Prüfdatum | |||||||
| Probe-Konfiguration | Quadratischer Querschnitt, Drei-Punkt-Biegung (W=2B) |
Orientierung der Rissebene | L-T | |||||||
| Abmessungen der Probe | 1 | 2 | 3 | Durchschnitt | ||||||
| Dicke, B (mm) | 40 | 40 | 40 | 40 | ||||||
| Breite, W (mm) | 80 | 80 | 80 | 80 | ||||||
| Auflagerabstand, S (mm) | 320 | Dicke aufmontierter Klingen zur Aufnahme des Wegaufnehmers, z (mm) |
0 |
|||||||
| Prüfwerkstoff | Young's Elastizitätsmodul, E (MPa) | 182.000 | ||||||||
| YS (Rp0,2 (Dehngrenze)), σYSP (MPa) | 474 | |||||||||
| TS, σTSP (MPa) | 780 | |||||||||
| YS (Rp0,2 (Dehngrenze)), σYS (MPa) | 655 | |||||||||
| Maschinell eingebrachte (gefräste) Kerbe (mm) | Breite, N | Länge, Lmc | Radius am Kerbgrund | |||||||
| 4,7 | 32,4 | 0,1 | ||||||||
| Prüfbedingung | Temperatur (°C) | -165 | ||||||||
| Prüfergebnis | 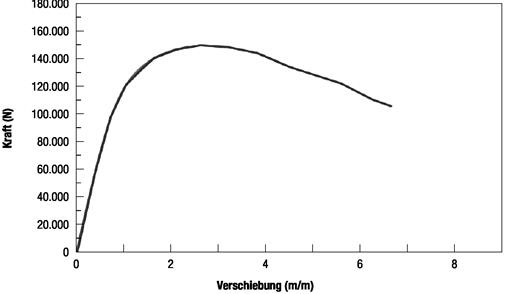 |
|||||||||
| Risslänge bis zur Spitze des Ermüdungsanrisses (mm) | ||||||||||
| a1 | a2 | a3 | a4 | a5 | a6 | a7 | a8 | a9 | a0 | |
| 37,62 | 39,28 | 39,36 | 38,95 | 39,24 | 38,27 | 38,55 | 38,67 | 37,21 | 38,72 | |
| a0/W | 0,54 | Bleibender (plastischer) Anteil der Verschiebung, VP (mm) |
1,53 | |||||||
| Kritische CTOD (mm) | ||||||||||
| Typ der CTOD | Gesamte CTOD | |||||||||
| δ m | 0,53 | |||||||||
10.6 Schweißung
10.6.1 Die Schweißung ist in Übereinstimmung mit Abschnitt 6.5 des IGC-Codes oder Abschnitt 16.3 des IGF-Codes und entsprechend den Anforderungen der Verwaltung durchzuführen.
10.6.2 Für die Schweißung können die folgenden Punkte berücksichtigt werden:
10.7 Zerstörungsfreie Prüfung (ZfP)
Zerstörungsfreie Prüfungen (nondestructive testing - NDT) müssen in dem Umfang durchgeführt werden, wie es nach Abschnitt 6.5.6 des IGC-Codes oder Abschnitt 16.3.6 des IGF-Codes vorgeschrieben ist. Die ZfP-Verfahren müssen in Übereinstimmung mit anerkannten Normen entsprechend den Anforderungen der Verwaltung sein. Für hoch legierten austenitischen Manganstahl sind passende ZfP-Verfahren, die normalerweise für austenitischen Stahl geeignet sind, anzuwenden.
10.8 Korrosionsbeständigkeit
Hoch legierter austenitischer Manganstahl wird im Vergleich mit mehreren ähnlichen Werkstoffen, wie beispielsweise 304 korrosionsbeständiger Stahl und 9 % Ni-Stähle, nicht als ein hochfester, korrosionsbeständiger Werkstoff angesehen. Es müssen geeignete Maßnahmen hinsichtlich Korrosionsschutz und Vermeidung einer korrosiven Umgebung getroffen werden. Besonders bei LNG-Brennstofftanks, die möglicherweise nicht in Betrieb sind, müssen jederzeit Vorkehrungen getroffen werden, um sicherzustellen, dass leere Tanks mit Inertgas oder Trockenluft gefüllt sind, wenn sie nicht in Gebrauch sind.
11 Bezugsunterlagen
| Anforderungen der Werkstoffprüfung und Abnahmekriterien für hoch legierten austenitischen Manganstahl | Anhang |
Allgemeine Annahmen und Begrenzungen
1 Es ist zu beachten, dass der untersuchte Werkstoff beschränkt ist:
Geltungsbereich und Abnahmekriterien
| 1 Ladungsbeschränkungen | |
| Hoch legierter austenitischer Manganstahl kommt nur für Methan (LNG) in Betracht; Bezugnahme: Kapitel 19 des IGC-Codes. Es sind keine zusätzlichen Anforderungen hinsichtlich besonderer Ladungen ( Kapitel 17 des IGC-Codes) festgesetzt worden. Im Fall einer Nutzung mit anderen Ladungen muss die Verwendung den Anforderungen der Verwaltung entsprechen. | |
| 2 Prüfung des Grundwerkstoffs | |
| 2.1 | Chemische Zusammensetzung Anerkannte Normen wie z.B. ASTM A1106/ A1106 M-17 oder ISO 21635:2018. |
| Prüfungs-Abnahmekriterien In Übereinstimmung mit anerkannten Normen. |
|
| 2.2 | Metallografische Prüfung Diese Prüfung ist in Übereinstimmung mit Abschnitt 6.3.4 des IGC-Codes und Absatz 16.2.4 des IGF-Codes durchzuführen, d. h. anerkannte Normen wie beispielsweise ASTM E112. |
| Prüfungs-Abnahmekriterien Die Mikrostruktur ist als Referenz aufzunehmen (d. h. Korngröße/Ausscheidungen) |
|
| 2.3 | Zugversuch Dieser Versuch ist in Übereinstimmung mit Abschnitt 6.3.1 des IGC-Codes und Abschnitt 16.2.1 des IGF-Codes durchzuführen. Proben sind von drei Schmelzen mit unterschiedlicher Zusammensetzung zu nehmen, sowohl bei Raumtemperatur als auch bei tiefkalter Temperatur. |
| Versuchs-Abnahmekriterien Die Streckgrenze, die Zugfestigkeit und die Dehnung müssen in Übereinstimmung mit den anerkannten Normen sein, die für die Chemische Zusammensetzung (2.1) anzuwenden sind, wie beispielsweise ASTM A1106/A1106 M-17 oder ISO 21635:2018. |
|
| 2.4 | Charpy-Kerbschlagbiegeversuch Dieser Versuch ist in Übereinstimmung mit Abschnitt 6.3.2 des IGC-Codes und Abschnitt 16.2.2 des IGF-Codes durchzuführen. |
| Versuchs-Abnahmekriterien In Übereinstimmung mit Tabelle 6.3, bezüglich austenitischer Stähle, des IGC-Codes und Tabelle 7.3 des IGF-Codes. Anmerkung 9 zu den Tabellen 6.3 und 7.3: Kerbschlagbiegeversuchedürfen für hoch legierten austenitischen Manganstahl wegen mangelnder Erfahrungennicht wegfallen. |
|
| 2.5 | Charpy-Kerbschlagbiegeversuch mit streckgealtertem und ausgelagertem Probematerial Anerkannte Normen wie beispielsweise ASTM E23. |
| Versuchs-Abnahmekriterien In Übereinstimmung mit Tabelle 6.3, bezüglich austenitischer Stähle, des IGC-Codes und Abschnitt 16.2.2 des IGF-Codes. Anmerkung 9 zu den Tabellen 6.3 und 7.3ist für hoch legierten austenitischen Manganstahlmöglicherweise wegen mangelnder Erfahrungennicht anwendbar. |
|
| 2.6 | Fallgewichtsversuch Es sind anerkannte Normen anzuwenden wie beispielsweise ASTM E208. Die Versuche sind bei -196 °C durchzuführen. |
| Versuchs-Abnahmekriterien Kein Riss bei der Versuchstemperatur im Sinne der angewendeten Norm. |
|
| 2.7 | Ermüdungsversuch (S-N-Kurve) Die Grundlage für die Ermittlung der S-N-Kurven muss in Übereinstimmung mit Absatz 4.18.2.4.2 des IGC-Codes und Absatz 6.4.12.2.4 des IGF-Codes sein. |
| Versuchs-Abnahmekriterien Die S-N-Kurven müssen mindestens die Ermüdungsfestigkeit haben wie die ermittelten Kurven für Stahl, die in IIW oder DNVGL-RP-C203 festgelegt sind. |
|
| 2.8 | CTOD-Prüfung (Prüfung der Verschiebung der Rissspitzenöffnung) Für diesen Zweck sind anerkannte Normen, wie beispielsweise ASTM E1820, BS 7448 oder ISO 12135, anzuwenden. |
| Prüfungs-Abnahmekriterien Der CTOD-Mindestwert muss in Übereinstimmung mit der Entwurfsspezifikation für die Prüfung bei Raumtemperatur und tiefkalter Temperatur entsprechend den Entwurfsanforderungen sein. Als Richtwert für den CTOD-Mindestwert werden oft 0,2 mm gefordert. |
|
| 2.9 | Korrosionsprüfung Diese Prüfungen sind in Übereinstimmung mit anerkannten Normen durchzuführen. |
| Prüfungs-Abnahmekriterien In Übereinstimmung mit einer anerkannten Norm oder von der Verwaltung zugelassen. |
|
| 2.9.1 | Prüfung der interkristallinen Korrosion Diese Prüfung ist in Übereinstimmung mit einer anerkannten Norm durchzuführen, wie beispielsweise ASTM A262. |
| Prüfungs-Abnahmekriterien In Übereinstimmung mit einer anerkannten Norm oder von der Verwaltung zugelassen. |
|
| 2.9.2 | Prüfung der allgemeinen Korrosion Diese Prüfung ist in Übereinstimmung mit einer anerkannten Norm durchzuführen, wie beispielsweise ASTM NACE/ASTM G31-12a. |
| Prüfungs-Abnahmekriterien In Übereinstimmung mit einer anerkannten Norm oder von der Verwaltung zugelassen. |
|
| 2.9.3 | Prüfung der Spannungsrisskorrosion Diese Prüfung ist entsprechend den Anforderungen der Verwaltung in Übereinstimmung mit anerkannten Normen, wie beispielsweise ASTM G36 und ASTM G123, durchzuführen |
| Prüfungs-Abnahmekriterien In Übereinstimmung mit einer anerkannten Norm oder von der Verwaltung zugelassen. |
|
| 3 Prüfungen des Schweißzustandes (einschließlich Wärmeeinflusszone) | |
| 3.1 | Metallografische Prüfung Diese Prüfung ist in Übereinstimmung mit Abschnitt 6.3.4 des IGC-Codes und Abschnitt 16.2.4 des IGF-Codes durchzuführen, d. h. anerkannte Normen wie beispielsweise ASTM E112 (oder gleichwertige). |
| Prüfungs-Abnahmekriterien Die Mikrostruktur ist als Referenz aufzuzeichnen (d. h. Korngröße/Ausscheidungen) |
|
| 3.2 | Härteprüfung Diese Prüfung ist in Übereinstimmung mit Abschnitt 6.3.4 und Absatz 6.5.3.4.5 des IGC-Codes und Abschnitt 16.2.4 und Absatz 16.3.3.4.5 des IGF-Codes durchzuführen, d. h. anerkannte Normen wie beispielsweise ISO 6507-1. |
| Prüfungs-Abnahmekriterien Der Härtewert ist als Referenz aufzuzeichnen. |
|
| 3.3 | Zugversuch quer zur Schweißnaht Dieser Versuch ist in Übereinstimmung mit Absatz 6.5.3.5.1 des IGC-Codes und Absatz 16.3.3.5.1 des IGF-Codes als entsprechende Anwendung für undermatching Schweißnähte durchzuführen. Anerkannte Normen, wie beispielsweise ASTM E8/E8 M, können angewendet werden. |
| Versuchs-Abnahmekriterien In Übereinstimmung mit Absatz 4.18.1.3.1.2 des IGC-Codes und Absatz 6.4.12.1.1.3 des IGF-Codes. |
|
| 3.4 | Charpy-Kerbschlagbiegeversuch Dieser Versuch ist in Übereinstimmung mit Abschnitt 6.3.2 und Absatz 6.5.3.4.4 des IGC-Codes und Abschnitt 16.2.2 und Absatz 16.3.3.4.4 des IGF-Codes durchzuführen. |
| Versuchs-Abnahmekriterien In Übereinstimmung mit Absatz 6.5.3.5.3 des IGC-Codes und Absatz 16.3.3.5.3 des IGF-Codes. |
|
| 3.5 | CTOD-Prüfung (Prüfung der Verschiebung der Rissspitzenöffnung) Für diesen Zweck sind anerkannte Normen, wie beispielsweise ASTM E1820, BS 7448 oder ISO 15653, anzuwenden. |
| Prüfungs-Abnahmekriterien Der CTOD-Mindestwert muss in Übereinstimmung mit der Entwurfsspezifikation für die Prüfung bei Raumtemperatur und tiefkalter Temperatur entsprechend den Entwurfsanforderungen sein. Als Richtwert für den CTOD-Mindestwert werden oft 0 2 mm gefordert |
|
| 3.6 | Prüfung zur Bestimmung der duktilen Bruchzähigkeit, JIc Anerkannte Normen, wie beispielsweise ASTM E1820 oder ISO 15653. Der duktile Bruchzähigkeitsversuch kann nach dem Ermessen der Verwaltung entfallen. |
| Versuchs-Abnahmekriterien In Übereinstimmung mit einer anerkannten Norm. |
|
| 3.7 | Biegeversuch Dieser Versuch ist in Übereinstimmung mit Abschnitt 6.3.3 des IGC-Codes und Abschnitt 16.2.3 des IGF-Codes durchzuführen. |
| Versuchs-Abnahmekriterien Es darf kein Bruch nach einer Biegung um 180° eintreten, wie es für den Schweißwerkstoff entsprechend Absatz 6.5.3.5.2 des IGC-Codes und Absatz 16.3.3.5.2 des IGF-Codes vorgeschrieben ist. |
|
| 3.8 | Ermüdungsversuch (S-N-Kurve) Die Grundlage für die Ermittlung der S-N-Kurve muss in Übereinstimmung mit Absatz 4.18.2.4.2 des IGC-Codes und Absatz 6.4.12.2.4 des IGF-Codes sein. |
| Versuchs-Abnahmekriterien Die S-N-Kurven müssen mindestens die Ermüdungsfestigkeit haben wie die ermittelten Kurven für Stahl, die in IIW oder DNVGL-RP-C203 festgelegt sind. |
|
| 3.9 | Korrosionsprüfung Diese Prüfungen sind in Übereinstimmung mit anerkannten Normen durchzuführen. |
| Prüfungs-Abnahmekriterien In Übereinstimmung mit einer anerkannten Norm oder von der Verwaltung zugelassen. |
|
| 3.9.1 | Prüfung der interkristallinen Korrosion Diese Prüfung ist in Übereinstimmung mit einer anerkannten Norm durchzuführen, wie beispielsweise ASTM A262. |
| Prüfungs-Abnahmekriterien In Übereinstimmung mit einer anerkannten Norm oder von der Verwaltung zugelassen. |
|
| 3.9.2 | Prüfung der allgemeinen Korrosion Diese Prüfung ist in Übereinstimmung mit einer anerkannten Norm durchzuführen, wie beispielsweise ASTM NACE/ASTM G31-12a. |
| Prüfungs-Abnahmekriterien In Übereinstimmung mit einer anerkannten Norm oder von der Verwaltung zugelassen. |
|
| 3.9.3 | Prüfung der Spannungsrisskorrosion Diese Prüfung ist entsprechend den Anforderungen der Verwaltung in Übereinstimmung mit einer anerkannten Norm, wie beispielsweise ASTM G36, ASTM G58 und ASTM G123, durchzuführen. |
| Prüfungs-Abnahmekriterien In Übereinstimmung mit einer anerkannten Norm oder von der Verwaltung zugelassen. |
|
| 1 | ASTM E466-15 Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials |
| 2 | ASTM E1290-08e1 Standard Test Method for Crack-Tip Opening Displacement (CTOD) Fracture Toughness Measurement (Withdrawn 2013) |
| 3 | ASTM NACE/ASTM G31-12a Standard Guide for Laboratory Immersion Corrosion Testing of Metals |
| 4 | ISO 12737:1999 - Metallische Werkstoffe - Bestimmung der Bruchzähigkeit (ebener Dehnungszustand 1) (Metallic materials - Determination of planestrain fracture toughness) |
| 5 | ISO 15653:2018 - Metallische Werkstoffe - Prüfverfahren zur Bestimmung der quasistatischen Bruchzähigkeit von Schweißnähten 2) (Metallic materials - Method of test for the determination of quasistatic fracture toughness of welds) |
| 6 | IIW 1823-07 Recommendations for fatigue design of welded joints and components |
| 7 | ISO 12135:2016 - Metallische Werkstoffe - Vereinheitlichtes Prüfverfahren zur Bestimmung der quasistatischen Bruchzähigkeit (Metallic materials - Unified method of test for the determination of quasistatic fracture toughness) |
________
.
| Bekanntmachung des Rundschreibens des Schiffssicherheitsausschusses MSC der IMO MSC.1/ Rundschreiben 1599/Rev.1, "Überarbeitete Vorläufige Richtlinien für die Verwendung von hoch legiertem austenitischen Manganstahl für tiefkalten Betrieb", in deutscher Sprache
Vom 04. April 2022 Az.: 11-3-0 |
1) Ersetzt ASTM E1820-18 Standard Test Method for Measurement of Fracture Toughness, BS 7448 1:1991 - Fracture mechanics toughn-ess tests. Method for determination of KIc, critical CTOD and critical J values of metallic materials
2) Ersetzt BS 7448-2 - Fracture mechanics toughness tests: Method for determination of KIc, critical CTOD and critical J values of welds in metallic materials.
 |
ENDE |
(Stand: 01.09.2025)
Alle vollständigen Texte in der aktuellen Fassung im Jahresabonnement
Nutzungsgebühr: ab 105.- € netto (Grundlizenz)
(derzeit ca. 7200 Titel s.Übersicht - keine Unterteilung in Fachbereiche)
Die Zugangskennung wird kurzfristig übermittelt
? Fragen ?
Abonnentenzugang/Volltextversion